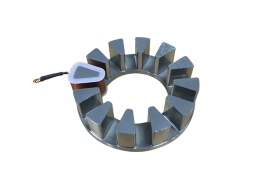
馬達鐵芯,英文對應名稱:Motor core , 作為電機里面的核心部件���,鐵芯是電工行業(yè)的非專業(yè)用語,鐵芯也就是磁芯�。鐵芯(磁芯)在整個馬達里面起到了舉足輕重的作用,它用來增加電感線圈的磁通量����,已實現(xiàn)電磁功率的最大轉(zhuǎn)換。馬達鐵芯通常是由一個定子和一個轉(zhuǎn)子組合而成�����。定子通常作為不轉(zhuǎn)動的部分����,而轉(zhuǎn)子通常是內(nèi)嵌在定子的內(nèi)部位置��。
![]()
馬達鐵芯的應用范圍非常廣泛��,步進電機�,交直流電機�����,減速電機����,外轉(zhuǎn)子電機,罩極電機�����,同步異步電機等都有比較廣泛的利用�����。 對于成品馬達來說����,馬達鐵芯在電機配件里面起到的作用比較關(guān)鍵。要想讓一個電機的整體性能得到提高,就需要提升馬達鐵芯的性能����。通常這種性能可以采用改善鐵芯沖片的材質(zhì),調(diào)整其材質(zhì)的導磁率�,控制好鐵損的大小等方式來解決。
![]()
一個好的馬達鐵芯需要由精密的五金沖壓模具���,采用自動鉚接的工藝���,然后利用高精密度沖壓機臺沖壓出來�。這樣做的好處是,可以最大程度地保證其產(chǎn)品的平面的完整度�,最大程度地保證其產(chǎn)品精度�。
![]()
通常品質(zhì)優(yōu)良的馬達鐵芯就是利用此種工藝專業(yè)進行馬達鐵芯沖壓的��。高精密度的五金連續(xù)沖壓模搭配高速度沖壓機,再加上優(yōu)秀的專業(yè)馬達鐵芯生產(chǎn)人員,才能最大程度地保證好的馬達鐵芯的出品率。
![]()
現(xiàn)代沖壓技術(shù)是集設(shè)備���、模具、材料和工藝等多種技術(shù)于一體的高新技術(shù)����。高速沖壓技術(shù)是近20年發(fā)展起來的先進成形加工技術(shù)。電機定轉(zhuǎn)子鐵芯零件的現(xiàn)代沖壓技術(shù)是用高精度��、高效率�、長壽命、集各工序于一副模具的多工位級進模在高速沖床上進行自動化沖制�����,其沖制過程是沖制條料從卷料上出來后���,先經(jīng)過校平機進行校平����,再通過自動送料裝置進行自動送料����,然后條料進入模具,可以連續(xù)完成沖裁����、成形���、精整、切邊���、鐵芯自動疊片、帶扭斜疊片落料��、帶回轉(zhuǎn)疊片落料等工序的沖制����,到鐵芯零件成品從模具中輸送出來,整個沖制過程都是在高速沖床上自動完成的(如圖1所示)����。
![]()
隨著電機制造工藝不斷發(fā)展,現(xiàn)代沖壓技術(shù)引用到制造電機鐵芯方面的工藝方法��,現(xiàn)在越來越多地被制造電機廠家所接受��,制造電機鐵芯的加工手段也越來越先進����。在國外,一般先進制造電機廠家��,都采用現(xiàn)代沖壓技術(shù)來沖制鐵芯零件。在國內(nèi)�,用現(xiàn)代沖壓技術(shù)來沖制鐵芯零件的加工方法正在進一步發(fā)展起來,而且這項高新制造技術(shù)日趨成熟�����,在電機制造行業(yè)中�����,這項制造電機工藝的優(yōu)勢已被許多制造電機廠家所重視�����。用現(xiàn)代沖壓技術(shù)來沖制鐵芯零件與原來用普通模具及設(shè)備沖制鐵芯零件相比較����,具有沖制鐵芯零件自動化程度高、尺寸精度高����、模具使用壽命長等特點,適合于沖制件的大批量生產(chǎn)�。由于多工位級進模是集眾多加工工藝于一副模具上的沖制,減少了電機的制造工序過程,提高了制造電機的生產(chǎn)效率���。
![]()
1����、現(xiàn)代高速沖壓設(shè)備
現(xiàn)代高速沖壓的精密模具離不開高速沖床的配合����,目前國內(nèi)外現(xiàn)代沖壓技術(shù)的發(fā)展趨勢是單機自動化�、機械化、自動送料���、自動卸料�、自動出成品�,高速沖壓技術(shù)目前在國內(nèi)外得到了普遍發(fā)展。電機定轉(zhuǎn)子鐵芯級進模的沖壓速度一般為200~400次/min,多半是在中速沖壓范圍之內(nèi)進行工作的�����。沖制電機定轉(zhuǎn)子鐵芯帶自動疊片的精密級進模對高速精密沖床技術(shù)要求是����,沖床的滑塊在下死點精度要求較高,因為影響到定轉(zhuǎn)子沖片在模具內(nèi)自動疊片形成鐵芯過程的質(zhì)量問題。現(xiàn)在精密沖壓設(shè)備正在向著高速度���、高精度�、穩(wěn)定性好的方向發(fā)展�����,特別是近年來精密高速沖床發(fā)展很快���,在提高沖制件生產(chǎn)效率方面發(fā)揮了重大的作用����。高速精密沖床在設(shè)計結(jié)構(gòu)方面比較先進����,制造精度又高,適合于多工位硬質(zhì)合金級進模的高速沖壓�,可以大大提高級進模的使用壽命。
![]()
級進模所沖制材料是卷料形式�����,因此現(xiàn)代沖壓設(shè)備都帶有開卷機��、矯平機等輔助裝置,自動送料裝置有:輥式�、凸輪、機械無級調(diào)節(jié)式�����、齒輪式���、數(shù)控無級調(diào)節(jié)式送料機等結(jié)構(gòu)形式���,分別與相適應的現(xiàn)代沖壓設(shè)備配套使用。由于現(xiàn)代沖壓設(shè)備的自動化沖制程度高���,且速度快,為充分保證模具在沖制過程中的安全性�,現(xiàn)代沖壓設(shè)備都配備有在發(fā)生失誤情況下的電氣控制系統(tǒng),如模具在沖制過程中發(fā)生故障情況�����,則失誤信號就會立即傳送到電氣控制系統(tǒng)�����,電器控制系統(tǒng)就會發(fā)出信號使沖床立即停止工作。目前用于沖制電機定轉(zhuǎn)子鐵芯零件方面的現(xiàn)代沖壓設(shè)備主要有:德國有:SCHULER舒勒����、日本有:AIDA高速沖床、DOBBY高速沖床�、ISIS高速沖床,美國有:MINSTER高速沖床�,臺灣有:瑛瑜高速沖床等。這些精密高速沖床�,具有高的送料精度、沖壓精度和機器的剛度����、可靠的機器安全系統(tǒng),其沖壓速度一般多在200~600次/min范圍��,適合于沖制電機定轉(zhuǎn)子鐵芯的自動疊片和帶扭斜�、回轉(zhuǎn)自動疊鉚片的結(jié)構(gòu)零件。
2��、 電機定轉(zhuǎn)子鐵芯的現(xiàn)代沖模技術(shù)
2.1 電機定轉(zhuǎn)子鐵芯級進模概述
在電機行業(yè)中����,定、轉(zhuǎn)子鐵芯是電機上的重要零部件之一�����,它的質(zhì)量好壞直接影響到電機的技術(shù)性能。傳統(tǒng)制作鐵芯方法是用一般普通模具沖制出定�����、轉(zhuǎn)子沖片(散片),經(jīng)過齊片��,再用鉚釘鉚接��、扣片或氬弧焊等工藝過程制成鐵芯�����,對于交流電機轉(zhuǎn)子鐵芯還需用手工進行扭轉(zhuǎn)出斜槽�����,步進電機要求定�����、轉(zhuǎn)子鐵芯磁性能和厚度方向均勻��,定子鐵芯和轉(zhuǎn)子鐵芯沖片之間分別要求旋轉(zhuǎn)一定的角度����,如用傳統(tǒng)方法制作,效率低�����,精度很難達到技術(shù)要求?����,F(xiàn)在隨著高速沖壓技術(shù)的迅速發(fā)展��,在電機���、電器等領(lǐng)域���,已廣泛采用高速沖壓多工位級進模制造自動疊片式的結(jié)構(gòu)鐵芯,其中定�、轉(zhuǎn)子鐵芯還可以帶扭轉(zhuǎn)疊斜槽、沖片之間帶大角度回轉(zhuǎn)疊鉚結(jié)構(gòu)等�����,與普通沖模相比����,多工位級進模具有沖制精度高�、生產(chǎn)效率高�����、使用壽命長����、所沖制鐵芯尺寸精度一致性好、容易實現(xiàn)自動化��、適合大批量生產(chǎn)等優(yōu)點����,是電機行業(yè)精密模具發(fā)展的方向。定���、轉(zhuǎn)子自動疊鉚級進模具有制造精度高�����、結(jié)構(gòu)先進、帶有技術(shù)性要求高的回轉(zhuǎn)機構(gòu)����、計數(shù)分離機構(gòu)及安全機構(gòu)等�,鐵芯自動疊鉚���、轉(zhuǎn)子帶扭斜疊鉚��、大角度回轉(zhuǎn)疊鉚的沖制工步都是放在定����、轉(zhuǎn)子沖片落料工位上完成的�����。級進模上的主要零件凸模���、凹模都采用硬質(zhì)合金材料����,每磨一次刃口可沖150萬次以上��,模具總壽命在1.2億次以上�。
![]()
2.2電機定轉(zhuǎn)子鐵芯自動疊鉚技術(shù)
級進模上帶自動疊鉚技術(shù)就是要把原來傳統(tǒng)制作鐵芯的工藝過程(沖出散片-齊片-鉚合)放在一副模具內(nèi)完成,即在級進模的基礎(chǔ)上增加了新的沖壓工藝技術(shù),除了沖定�、轉(zhuǎn)子上的軸孔、槽孔等沖片形狀要求外���,增設(shè)了定�����、轉(zhuǎn)子鐵芯疊鉚需要的疊鉚點及起疊鉚點分離作用的計數(shù)孔的沖壓工位����,并將原來定�、轉(zhuǎn)子的落料工位改變成先起落料作用,然后使各沖片再形成疊鉚過程和疊片計數(shù)分離過程(以確保鐵芯厚度)的疊鉚工位����,如定、轉(zhuǎn)子鐵芯需要帶扭轉(zhuǎn)��、回轉(zhuǎn)疊鉚功能的��,在級進模轉(zhuǎn)子或定子落料工位的下模上要帶有扭轉(zhuǎn)機構(gòu)或回轉(zhuǎn)機構(gòu)�����,由疊鉚點在沖片上不斷改變或轉(zhuǎn)動位置而實現(xiàn)這一功能的,從而滿足在一副模具內(nèi)自動完成沖片的疊鉚和回轉(zhuǎn)疊鉚的技術(shù)要求���。
![]()
2.2.1鐵芯自動疊片形成的過程是:在定、轉(zhuǎn)子沖片適當部位上沖出一定幾何形狀的疊鉚點���,疊鉚點的形式如圖2所示���,上部是凹陷形孔,下部是凸起的�,然后將同一名義尺寸的上一沖片凸起部分嵌入到下一沖片的凹陷形孔時,在模具中落料凹模收緊圈內(nèi)自然形成“過盈”���,達到緊固連接的目的����,如圖3所示��。在模具內(nèi)鐵芯形成的過程是���,在沖片落料工位上使上一片疊鉚點的凸起部位正確地與下面一片的疊鉚點凹形孔部位重合在一起�����,當上面一片受到落料凸模壓力作用時�����,下面一片借助其外形與凹模壁摩擦所產(chǎn)生的反作用力使兩片產(chǎn)生疊鉚�。
這樣,通過高速自動沖床連續(xù)不斷的沖制��,就可以得到一片挨著一片排列���、毛刺是同一方向而且具有一定疊厚的整齊鐵芯���。
![]()
![]()
2.2.2鐵芯疊片厚度的控制方法是,在鐵芯預定的片數(shù)時���,把最后一片沖片上的疊鉚點沖穿��,使鐵芯按預定的片數(shù)分離�,如圖4所示�。在模具結(jié)構(gòu)上設(shè)置有自動疊片計數(shù)分離裝置,如圖5所示�����。
![]()
![]()
在計數(shù)凸模上面有一個抽板機構(gòu),抽板由氣缸帶動����,氣缸動作由電磁閥控制,電磁閥根據(jù)控制箱發(fā)出的指令而動作�。沖床每一次行程信號都輸入到控制箱里���,當沖到所設(shè)定片數(shù)時����,控制箱會發(fā)出信號���,通過電磁閥和氣缸���,使抽板動作,從而使計數(shù)凸模達到計數(shù)分離的目的�,即在沖片的疊鉚點上達到計量孔被沖穿和不沖計量孔的目的。鐵芯的疊片厚度可以自行設(shè)定���。另外����,有的轉(zhuǎn)子鐵芯的軸孔因支承結(jié)構(gòu)的需要,要求沖制成有2段或3段臺肩沉孔����。
如圖6所示,級進模上要同時完成沖制這種有臺肩孔工序要求的鐵芯��,可采用上述相類似的結(jié)構(gòu)原理���,模具結(jié)構(gòu)如圖7所示���。
![]()
![]()
2.2.3鐵芯疊鉚結(jié)構(gòu)形式有兩種:第一種是密疊式,即疊鉚成組的鐵芯不需要在模具外再加壓���,出模即可達到鐵芯疊鉚的結(jié)合力�。第二種是半密疊式��,出模時已疊鉚的鐵芯沖片之間有間隙�����,還需要再加壓才能保證結(jié)合力��。
2.2.4鐵芯疊鉚的設(shè)置及數(shù)量的確定:鐵芯疊鉚點位置的選擇應根據(jù)沖片的幾何形狀確定����,同時考慮到電機的電磁性能及使用要求���,模具上應考慮疊鉚點的凸模、凹模鑲塊位置是否有干涉現(xiàn)象及落料凸模相應疊鉚頂桿孔位置離邊上距離的強度問題���。疊鉚點在鐵芯上分布應對稱和均勻�����,疊鉚點的數(shù)量及大小應根據(jù)鐵芯沖片之間要求的結(jié)合力大小來確定,同時必須考慮到模具的制造工藝性�。如鐵芯沖片之間帶有大角度回轉(zhuǎn)疊鉚的,還要考慮疊鉚點的等分要求等���。如圖8所示�。
![]()
2.2.5鐵芯疊鉚點的幾何形狀有:
(a)圓柱形疊鉚點���,適用于鐵芯的密疊式結(jié)構(gòu)����;
(b)V型疊鉚點���,該疊鉚點的特點是鐵芯沖片之間的連接強度大�,適用于鐵芯的密疊式結(jié)構(gòu)和半密疊式結(jié)構(gòu);
(c)L型疊鉚點�,該疊鉚點形狀一般用于交流電機轉(zhuǎn)子鐵芯的扭斜疊鉚,適用于鐵芯的密疊式結(jié)構(gòu)�����;
(d)梯形疊鉚點�����,該疊鉚點有園梯形和長梯形疊鉚點結(jié)構(gòu)之分����,兩者都適用于鐵芯的密疊式結(jié)構(gòu),如圖9所示��。
![]()
2.2.6疊鉚點的過盈量:鐵芯疊鉚的結(jié)合力大小與疊鉚點的過盈量有關(guān)�����,如圖10所示���,疊鉚點凸臺的外徑D與內(nèi)經(jīng)d的尺寸差(即過盈量)�����,由沖制疊鉚點凸模與凹模的刃口間隙確定�,所以選取合適的間隙是保證鐵芯疊鉚強度以及疊鉚難易程度情況的一個重要部分。
![]()
2.3電機定轉(zhuǎn)子鐵芯自動疊鉚的裝配方法
3.3.1直接疊鉚:在一副級進模的轉(zhuǎn)子落料或者定子落料工步上�,將沖片直接沖入落料凹模之中,當沖片疊壓于凹模和凹模下面的收緊圈內(nèi)時����,靠每一沖片上的疊鉚凸出部位使各沖片固定在一起。
3.3.2帶扭斜疊鉚:鐵芯上每一沖片之間要旋轉(zhuǎn)一個小角度再疊鉚�,這種疊鉚方法一般多用于交流電機的轉(zhuǎn)子鐵芯上。其沖制過程是���,沖床每沖一次后(即沖片沖入落料凹模之內(nèi)后),在級進模的轉(zhuǎn)子落料工步上����,由轉(zhuǎn)子落料凹模、收緊圈和回轉(zhuǎn)套組成的回轉(zhuǎn)裝置旋轉(zhuǎn)一個小角度����,旋轉(zhuǎn)量可以改變和調(diào)整,即沖片沖下后�����,就被疊鉚在該鐵芯上,接著回轉(zhuǎn)裝置內(nèi)的鐵芯再旋轉(zhuǎn)一個小角度�����。這樣沖制出的鐵芯即帶疊鉚又帶扭轉(zhuǎn)����,如圖11所示。
![]()
帶動模具內(nèi)回轉(zhuǎn)裝置轉(zhuǎn)動的結(jié)構(gòu)形式有二種���;一是由步進電機帶動的轉(zhuǎn)動結(jié)構(gòu)形式����,如圖12所示���。
![]()
二是由模具上模的上下運動所帶動的轉(zhuǎn)動(即機械式扭轉(zhuǎn)機構(gòu))����,如圖13所示����。
![]()
3.3.3帶回轉(zhuǎn)疊鉚:鐵芯上每一沖片之間要轉(zhuǎn)動一個規(guī)定的角度(一般為大角度)再疊鉚����,沖片之間轉(zhuǎn)動的角度一般有45°����、60°、72°���、90°���、120°、180
°等大角度回轉(zhuǎn)形式����,這種疊鉚方法可以補償由于沖制材料厚度不均勻引起的疊層積累誤差和改善電機磁性能的特性。其沖制過程是��,沖床每沖一次后(即沖片沖入落料凹模之內(nèi)后)�,在級進模的落料工步上����,由落
料凹模、收緊圈和回轉(zhuǎn)套組成的回轉(zhuǎn)裝置轉(zhuǎn)動規(guī)定的一個角度,每次轉(zhuǎn)動的規(guī)定角度要精確����。即沖片沖下后,就被疊鉚在該鐵芯上����,接著回轉(zhuǎn)裝置內(nèi)的鐵芯再轉(zhuǎn)動規(guī)定的角度。這里回轉(zhuǎn)是以每一沖片鉚點數(shù)為基礎(chǔ)的沖制過程����。帶動模具內(nèi)回轉(zhuǎn)裝置轉(zhuǎn)動的結(jié)構(gòu)形式有二種;一是由高速沖床曲軸運動所輸送出來的轉(zhuǎn)動�,通過萬向節(jié)、連接法蘭和聯(lián)軸器等帶動回轉(zhuǎn)驅(qū)動裝置�,然后回轉(zhuǎn)驅(qū)動裝置帶動模具內(nèi)的回轉(zhuǎn)裝置轉(zhuǎn)動。如圖14所示����。
![]()
二是由伺服電機帶動的轉(zhuǎn)動(需配備專用電器控制器),如圖15所示�����。一副級進模上的帶回轉(zhuǎn)形式可以是單回轉(zhuǎn)形式���,也可以是雙回轉(zhuǎn)形式���,甚至是多回轉(zhuǎn)形式����,它們之間回轉(zhuǎn)的角度可以相同也可以不同���。
![]()
2.3.4帶回轉(zhuǎn)扭斜疊鉚:鐵芯上每一沖片之間要轉(zhuǎn)動一個規(guī)定的角度再加上一個扭斜小角度(一般為大角度+小角度)再疊鉚�����,這種疊鉚方法用于鐵芯落料外形是圓形的形狀��,大回轉(zhuǎn)用于補償由于沖制材料厚度不均勻引起的疊層積累誤差��,小的扭轉(zhuǎn)角度是交流電機鐵芯性能所需要的轉(zhuǎn)動��。其沖制過程與前面的沖制過程相同�,不同的形式是轉(zhuǎn)動角度大而且不是整數(shù)��。目前帶動模具內(nèi)回轉(zhuǎn)裝置轉(zhuǎn)動的常用結(jié)構(gòu)形式是用伺服電機帶動的(需配備專用電器控制器)����。
3.4扭轉(zhuǎn)和回轉(zhuǎn)運動的實現(xiàn)過程
級進模在高速沖載過程中,沖床的滑塊在下死點時�,凸模和凹模之間是不允許有轉(zhuǎn)動現(xiàn)象的,所以扭轉(zhuǎn)機構(gòu)���、回轉(zhuǎn)機構(gòu)的旋轉(zhuǎn)動作必須是間斷運動��,而且要與沖床滑塊的上下運動相協(xié)調(diào)����。具體要求實現(xiàn)轉(zhuǎn)動過程是:在沖床滑塊每一次行程中���,滑塊在曲軸轉(zhuǎn)至240o~60o范圍內(nèi)����,回轉(zhuǎn)機構(gòu)發(fā)生轉(zhuǎn)動�����,在其它角度范圍內(nèi)處于靜止狀態(tài)�����,如圖16所示�。其回轉(zhuǎn)范圍設(shè)定的方法:如采用回轉(zhuǎn)驅(qū)動裝置帶動的轉(zhuǎn)動����,調(diào)整范圍就在該裝置上進行設(shè)置的�����;如采用電機帶動的轉(zhuǎn)動�,就在電器控制器上進行設(shè)定或者通過感應接觸器進行調(diào)整接觸范圍;如采用機械式帶動的轉(zhuǎn)動�����,則通過杠桿轉(zhuǎn)動的范圍進行調(diào)整��。
![]()
3.5回轉(zhuǎn)安全機構(gòu)
由于級進模在高速沖床上進行沖制�,對于帶大角度回轉(zhuǎn)模具結(jié)構(gòu),如果定��、轉(zhuǎn)子沖片落料外形不是圓形�,而是方形或帶有齒形等異形的形狀時,為保證每次落料凹?�;剞D(zhuǎn)停留的位置正確無誤��,確保落料凸模和凹模零件的安全�,在級進模上必須設(shè)置有回轉(zhuǎn)安全機構(gòu)����?;剞D(zhuǎn)安全機構(gòu)的形式有:機械安全機構(gòu)和電器安全機構(gòu)�����。
3.6電機定轉(zhuǎn)子鐵芯現(xiàn)代沖模的結(jié)構(gòu)特點
電機定轉(zhuǎn)子鐵芯級進模的主要結(jié)構(gòu)特點有:
1. 模具采用雙導向結(jié)構(gòu)����,即上下模座靠四根以上大的滾珠式導柱導向,各卸料裝置與上下模座有四根小導柱導正�,保證模具有可靠的導向精度;
2. 從方便制造���、檢測�、維修����、裝配上的技術(shù)考慮,模具板料采用較多拼塊式結(jié)構(gòu)和組合式結(jié)構(gòu)����;
3. 除了有級進模的常用結(jié)構(gòu)如步距導正系統(tǒng)�、卸料系統(tǒng)(由卸料板主體和分體式卸料板組成)���、導料系統(tǒng)和安全系統(tǒng)(誤送檢測裝置)外���,有電機鐵芯級進模特殊的結(jié)構(gòu):如鐵芯自動疊片的計數(shù)分離裝置(即抽板結(jié)構(gòu)裝置)、沖制鐵芯疊鉚點結(jié)構(gòu)及鐵芯落料疊鉚點頂桿結(jié)構(gòu)�、沖片落料再疊鉚的收緊結(jié)構(gòu)、扭轉(zhuǎn)或回轉(zhuǎn)裝置�����、大回轉(zhuǎn)的安全裝置等�����;
4. 由于級進模主要零件凸模與凹模材料常用硬質(zhì)合金����,從加工特點和材料的價格因素方面考慮,凸模采用壓板式固定形式結(jié)構(gòu)���、凹模采用鑲拼式結(jié)構(gòu)形式�,便于裝配和更換�。
3��、 電機定轉(zhuǎn)子鐵芯現(xiàn)代沖模技術(shù)的現(xiàn)狀及發(fā)展
電機定轉(zhuǎn)子鐵芯自動疊片技術(shù)在70年代由美國����、日本最早提出并研制成功�,從而使電機鐵芯的制造技術(shù)取得了突破性的進展,給高精度的鐵芯自動化生產(chǎn)開辟了新路���。我國研制這項級進模技術(shù)是從80年代中期開始的,最早是通過對引進模具的技術(shù)消化�����、吸收得到的實踐經(jīng)驗����,到后來自主研制這類模具,都有了較快的發(fā)展��,并在國產(chǎn)化方面取得了可喜的成果�,從原來靠引進這類模具,到我們自己能研制這類高檔精密模具�,提高了電機行業(yè)精密模具的技術(shù)水平。特別是最近10年���,隨著我國精密模具制造工業(yè)的快速發(fā)展�����,現(xiàn)代沖模作為特殊的工藝裝備�,在現(xiàn)代制造業(yè)中越來越重要。電機定轉(zhuǎn)子鐵芯現(xiàn)代沖模技術(shù)也得到了全面�、迅速的發(fā)展,最早只能在少數(shù)幾家國營企業(yè)能夠設(shè)計制造��,發(fā)展到現(xiàn)在能夠設(shè)計制造這類模具企業(yè)已有許多家���,而且研制這類精密模具技術(shù)水平日趨成熟����,并已開始出口到國外�����,加快了我國現(xiàn)代高速沖壓技術(shù)的發(fā)展���。
![]()
目前��,我國電機定轉(zhuǎn)子鐵芯現(xiàn)代沖模技術(shù)主要體現(xiàn)在以下幾個方面�,其設(shè)計制造水平已接近國外同類模具的技術(shù)水平:
1. 電機定轉(zhuǎn)子鐵芯級進模的整體結(jié)構(gòu)(包括雙導向裝置、卸料裝置��、導料裝置���、步距導向裝置�����、限位裝置�、安全檢測裝置等)�;
2. 鐵芯疊鉚點結(jié)構(gòu)形式�;
3.級進模上帶自動疊鉚技術(shù)、帶扭斜��、回轉(zhuǎn)技術(shù)�;
4. 沖制出鐵芯的尺寸精度和鐵芯牢度;
5. 級進模上主要零件的制造精度�、鑲拼精度;
6. 模具上選用標準件零件程度��;
7.模具上主要零件材料的選用�;
8. 模具主要零件的加工設(shè)備。
隨著電機品種的不斷發(fā)展、創(chuàng)新和裝配工藝的更新�,對電機鐵芯的精度要求越來越高,這對電機鐵芯級進模提出了更高的技術(shù)要求����,其發(fā)展趨勢是:
1. 模具結(jié)構(gòu)的創(chuàng)新應成為電機定轉(zhuǎn)子鐵芯現(xiàn)代沖模技術(shù)發(fā)展的主旋律;
2. 模具整體水平向超高精密和更高技術(shù)方向發(fā)展����;
3. 電機定轉(zhuǎn)子鐵芯帶大回轉(zhuǎn)加扭斜疊鉚技術(shù)的創(chuàng)新發(fā)展;
4. 電機定轉(zhuǎn)子鐵芯沖模向多排樣����、無搭邊、少搭邊沖壓技術(shù)方向發(fā)展����;
5. 隨著高速精密沖床技術(shù)的不斷發(fā)展,模具應適合更高沖壓速度的需要�。
![]()
4、結(jié)束語
用現(xiàn)代沖壓技術(shù)來制造電機的定轉(zhuǎn)子鐵芯��,可使電機制造技術(shù)水平得到很大的提高����,特別是在汽車電機��、精密步進電機��、小型精密直流電機和交流電機等方面�����,不僅保證了這些電機的高技術(shù)性能�����,而且適合于大批量生產(chǎn)的需要?����,F(xiàn)在�����,國內(nèi)設(shè)計制造電機定轉(zhuǎn)子鐵芯級進模的廠家逐步發(fā)展起來,其設(shè)計制造技術(shù)水平正在不斷提高����,雖然生產(chǎn)這類模具所使用的設(shè)備水平與國外基本相同,但應看到我們這類模具在設(shè)計制造技術(shù)水平方面與國外同類模具存在的差距�����,為提高我國模具在國際市場上的競爭力,必須重視和面對這個差距���。
![]()
另外��,還必須看到�����,設(shè)計制造電機定轉(zhuǎn)子鐵芯的現(xiàn)代沖模除了必須有現(xiàn)代模具制造設(shè)備即精密加工機床來保證外����,還必須有一批實際經(jīng)驗豐富的設(shè)計和制造人員�,這是制造精密模具的關(guān)鍵所在。隨著制造業(yè)的國際化�,我國模具行業(yè)正在迅速與國際接軌,提高模具產(chǎn)品專業(yè)化是模具制造行業(yè)發(fā)展的必然趨勢��,特別是在現(xiàn)代沖壓技術(shù)迅速發(fā)展的今天��,電機定轉(zhuǎn)子鐵芯零件的現(xiàn)代沖壓技術(shù)將得到廣泛應用����。






 淘寶旺旺
淘寶旺旺
